
|
|
 |
《Youtube》SMT或波焊的熱應力是否會造成BGA錫裂?

工作熊這次要來跟這次來跟大家討論一個網路論壇上網友提出來關於「熱應力是否會造成BGA錫裂?」的問題。
背景說明:
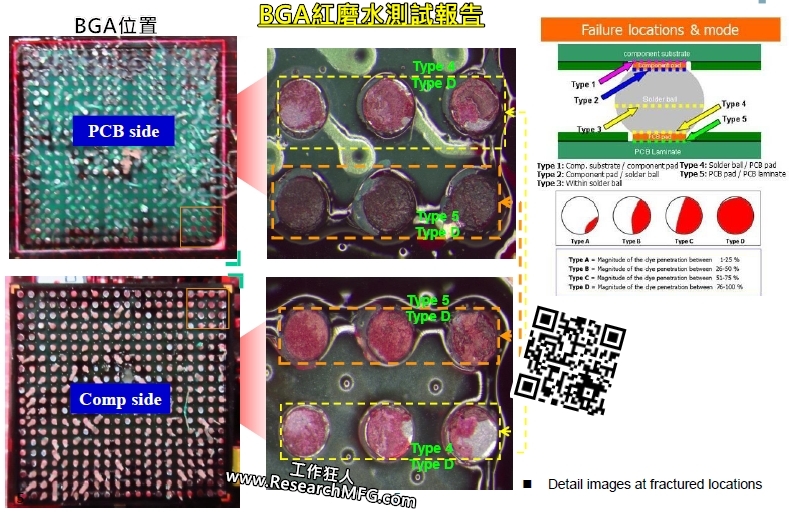
先來看一下網友提出的問題。這位網友貼出了一張BGA焊錫做完紅墨水染色試驗後的照片,照片中明顯可以看得出來,有一顆錫球出現有染紅的現象,表示該錫球的焊錫應該是有破裂的現象。
如果是對「紅墨水試驗」還不是很了解的朋友,可以先看一下這幾篇有關的文章:
- 紅墨水染紅測試分析(Red Dye Pry Test)的允收標準
- 如何看懂實驗室的BGA紅墨水測試報告測試報告的深層意義
- 簡介用紅墨水試驗 (Red Dye Penetration Test)查看BGA焊錫有否破裂
這位網友有說明,產品是在客戶端安裝了散熱器之後發現不開機的故障,做了紅墨水試驗後發現在主芯片BGA(應該是MCU)邊側的錫球位置有裂紋,目前排查產線製程,發現波焊的爐溫過高,實際測出來的溫度有到265˚C,想問問大家的意見,這種焊錫破裂的不良是否存在熱應力的風險?
其他網友看過問題後,大多認為這可能是在安裝散熱器的時候彎曲了PCB,導致應力施加在BGA的錫球上造成的錫裂,也可能是回焊或波焊作業時高溫對PCB造成了永久性的板彎,在後續的散熱器安裝時再度彎曲PCB所造成的。工作熊個人其實也大致是這樣認為的。
不過這裡有一件事要特別提醒大家注意:我們在檢視BGA錫裂現象時,最好要同時觀察PCB端及BGA零件端的不良現象,這樣才不會被單邊的現象所迷惑,也可以互相驗證,避免不小心看錯。
再來,我們在分析這類BGA錫裂問題時,首先要確認的是錫裂是發生在整個BGA封裝的那一個區域?更正確地來說,應該是要確認錫裂是發生在BGA封裝的邊緣與4個角落或發生在內圈的錫球區域。其次,要檢查錫球的斷裂面是發生在錫球的那個位置?現在業界普遍將錫球裂開的位置歸納為5大類型,分別為:
- 斷裂發生在PCB焊墊與PCB板材之間。
- 斷裂發生在PCB焊墊與焊錫之間。這個位置通常是PCB的IMC層。
- 斷裂發生在焊錫本體,也就是純粹的錫裂。
- 斷裂發生在焊錫與BGA焊墊之間。這個位置通常是BGA載板的IMC層。
- 斷裂發生在BGA載板板材與焊墊之間。

有了以上的訊息後,就可以讓我們先大致了解BGA錫裂是來自外部應力或是其他原因所造成。
工作熊之前有做過幾支與BGA錫裂發生的原因探討影片及文章,有興趣的朋友可以來參考一下:
- BGA發生錫裂一定是焊錫問題嗎?錫裂原因與解決方法探討
- BGA錫裂一定是焊錫問題嗎(II)?PCBA包含有那些結合力
- 電子零件掉落或BGA錫裂一定是SMT製程問題迷思(1)?錫裂只是應力大於結合力之必然結果
現在,大家再看來一下這張不良照片,看看大家是否可以判斷出來,錫裂是發生在BGA封裝的那一個區域?斷裂面又發生在錫球的那個位置?
首先,錫裂應該是發生在BGA的角落區域,而BGA的4個角落其實也是經驗中最容易發生錫裂的區域,這是因為一但PCB有彎曲變形時,整顆BGA的最大力矩就發生在4個角到角的位置,因為對角線的距離最長,所以承受的應力也最大。觀察照片可以發現,有超過75%的錫球斷面都被紅墨水給染色了,有染色的地方就表示有縫隙,紅墨水才能滲透並染色。從紅墨水的染色情況也可以看出這個焊錫破裂是從BGA錫球的角落最外側開始,然後一路往內側延伸,因為照片中還可以看得出來錫球在靠近BGA內側方向還剩下最後一點點未完全撕裂。這一點也可以進一步印證力矩應力造成的錫裂。

其次,這個錫球的斷裂面應該是發生在PCB焊墊與焊錫之間。照片中拍攝的應該是BGA零件端,從斷裂的焊點上可以看到完整的錫球還黏在BGA載板上。根據經驗,大多數BGA的焊錫破裂面幾乎都發生在PCB端。為什麼呢?推測其原因可能有下面三點,分別為:
-
材料差異:PCB與BGA載板使用的材料雖然類似,但實際上不同,PCB通常使用FR4材料,其Z方向的膨脹係數(CTE)相對較高,而BGA載板則大多使用CTE較小的材料。由於這些材料的膨脹係數不同,當經歷溫度變化時,PCB端容易因加熱膨脹或冷卻收縮而產生更大的彎曲應力。這裡有一點需要特別提出來說明,早期BGA大多使用BT材質,其Z方向的膨脹係數確實較低,但是現在很多BGA已經開始採用ABF材質,其Z方向的膨脹係數反而比FR4還來得高,目前還沒有足夠的數據來確認ABF的BGA是否會導致更多的錫裂發生在BGA載板端。
-
結構差異:BGA載板的佈線通常比PCB來得均勻與細緻,而且BGA載板的層與層之間的結合也較PCB牢固。這使得PCB端的焊點顯得相對較為脆弱,容易因為機械應力、溫度循環或長期使用而產生錫裂。
-
焊接應力集中:PCB與BGA載板之間的焊錫點,在應力的集中位置經常會因為使用而發生疲勞,更特別是由於PCB的應力變形更大,所以也就更容易導致在PCB端出現錫裂。
其三,還可以觀察一下焊錫斷裂面為光滑表面或粗糙表面。如果為光滑表面,類似回焊完成時的錫球光滑表面,就比較可能是NWO(Non-Wet-Open,懸球開裂)不良,如果為粗糙表面,就是表面會有些稍微凹凸與鋸齒狀,就比較偏向是應力造成的疲勞斷裂。
另外,這應該是個題外話,工作熊觀察到不良照片中PCB的焊墊設計幾乎都採用了NSMD(Non-Solder Mask Defined)焊墊設計,相較於SMD(Solder Mask Defined)焊墊設計,NSMD焊墊設計雖然強化了錫球的焊錫能力,卻弱化了焊墊附著於PCB板材的能力,這也是為何照片中撬開的BGA,大部分焊點都出現PCB焊墊黏在錫球的情形,也就是PCB焊墊從板材上被撕裂。之前一直有人問BGA焊墊應該採用SMD或NSMD比較能抵抗焊錫破裂,工作熊只說兩者各有優缺點,如果你只想靠著焊點的強度來抵抗應力,就有點螳螂擋車了。
想進一步了解什麼是SMD與NSMD焊墊設計可以參考下面的文章:
- SMD和NSMD焊墊設計的區別、優缺點與使用時機建議
- 為了對抗錫球裂開,BGA焊墊應該設計成SMD或NSMD?SMD與NSMD的優缺點
- 實驗比較SMD與NSMD焊墊設計推球及拉力測試對BGA錫裂的影響
說了這麼多,好像還沒談到這位網友問題中關心的一個重點,就是這種焊錫破裂是否存在”熱應力”風險。
什麼是熱應力?
熱應力(thermal stress)是指材料因為溫度變化而產生的內部應力。當材料受熱時會膨脹,冷卻時則會收縮。如果材料不同部分受熱不均勻,或在膨脹或收縮過程中受到外部限制,材料內部就會出現應力。此外,當材料內含有不同膨脹係數(CTE)的材質時,因為溫度變化而導致不同材料間體積不一致,也會產生應力。這些應力可能會導致材料變形或產生裂紋。熱應力在機械、電子元件和建築材料等領域中都是需要考慮的重要因素,尤其是當材料暴露在極端溫度變化下時。
BGA焊點可能會受熱應力影響而破裂嗎?
個人覺得熱應力在回焊或波焊的加熱及冷卻過程中很少會因為熱應力而造成錫裂,因為高溫的情況下,焊錫為液態,只要變形不是太嚴重,液態焊錫還是有可塑性的,如果變形太過嚴重,在BGA焊點上應該會出現HIP/HoP或NWO,而不是錫裂。
要說熱應力對BGA焊點的最大影響,個人覺得應該是BGA載板(substrate)及PCB板材在高溫前後發生變形,然後在後續的板階電性測試、整機組裝中或是後續的應用中再度被扳平,因為所有的組裝設計都會假設PCBA是沒有變形的,這時候就可能對BGA的焊點施加應力,一旦焊錫強度低於施加的應力,發生焊錫破裂只是剛剛好而已。
這位網友另外還關心一個問題,就是他們排查產線製程後發現波焊的爐溫過高,實際測出來的溫度有到265˚C,265˚C的波焊峰值確實比較高,但也只是在溫度區間的上限而已,一般來說波焊的峰值溫度會比回焊來得高,這是因為波焊實際的焊接時間在擾流波其實只有約1.5S,而平流波雖然較長,但也只有約4S,波焊溫度的重點應該要放在預熱溫度與峰值溫度的溫差上,這段溫差會是一個「熱衝擊」,才是真正可能影響PCB能力的關鍵因素,一般來說這段溫差建議要小於150˚C,不要超過200˚C。如果真的擔心PCB的焊點會有熱應力問題,建議要使用波焊載具,來降低熱衝擊的效應。
以上是工作熊個人的看法。
請注意,工作熊的看法也可能出錯,就當作是聽個故事。
YouTube影片:SMT或波焊的熱應力(thermal stress)是否造成BGA錫裂?
Podcast:SMT或波焊的熱應力(thermal stress)是否造成BGA錫裂?
延伸閱讀:
- 如何從設計端強化BGA以防止其焊點開裂?
- 如何從紅墨水測試中判斷BGA開裂的不良原因
- [案例]BGA錫球開裂不良,利用應變計確認機構設變對策前後改善
- BGA錫裂,使用應變片(Strain Gauge)量測電路板到底那個環節產生較大變形量
|
|
訪客留言內容(Comments)
訪客留言注意事項:
1.首次留言須通過審核後內容才會出現在版面上,請不要重覆留言。
2.留言時請在相關主題文章下留言,與主題不相關的留言將會被視為垃圾留言,請善加利用【搜尋框】尋找相關文章,找不到主題時請在「水平選單」的「留言板」留言。
3. 留言前請先用【搜尋框】尋找相關文章,自己做一點功課後再留言。沒有前因後果的內容,工作熊不一定會瞭解你在說什麼,就更無法回答你的問題。
4. 工作熊並非某一方面的專家,所以回答的內容或許會有不正確的地方,服用前還請三思。如果您想詢問關於電路板方面的工程問題,請前先參考這篇文章【詢問工程問題,請提供足夠的資訊以利有效回答】 把自己的問題想清楚了再來詢問,並且請提供足夠的資訊,這樣才能有效回答問題。
5. 工作熊每則留言都會看,但不會每則留言都回答,尤其是只有問候之類的內容。
6. 留言詢問時請注意您的態度,工作熊不是你的「細漢」,更沒有拿你的薪水,所以不接受吆喝工作熊的態度來回答你的問題。
7. 原則上工作熊不接受私下電子郵件、電話、私訊、微信或任何即時通聯絡。
8. 自2021年7月起Google將停止最新文章電子郵件通知,如果你想隨時接收部落格的最新文章可以參考這裡。






板主您好,請問文末下方的”YouTube影片”標題與”Podcast”標題是否誤用先前文章的標題呢,此兩標題應與本文不符,在煩請確認一下,謝謝。